



◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
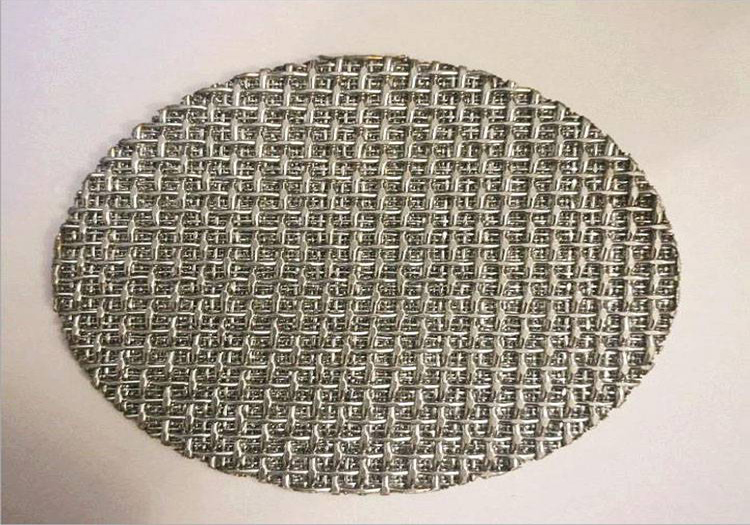
一诺净化设备有限公司生产的该款烧结毡产品,采用细微的不锈钢纤维丝组成,纤维丝经过退火拉拔,最终铺毡烧结而成,该产品的材质主要是316L材质,其他材质需要订做。该烧结毡产品,孔隙高,过滤效率较好,特别是在化纤高粘度领域使用比较广泛,是净化过滤的优秀过滤材料,我们一诺净化公司可以根据客户的实际使用情况,进行非标定制,详细情况请咨询我公司官网或者我公司区域销售,我们竭诚为您服务。

烧结温度对纤维烧结毡的影响
烧结工艺是影响金属纤维烧结毡微结构的一个关键过程,而烧结温度是金属纤维烧结毡工艺**重要的参数,本文以6 μm纤维毡为例进行分析。6 μm纤维毡在这3种温度下都有明显的烧结颈,但是在3种温度下纤维烧结毡展现了3种不同的形貌。a是6 μm纤维在1 200 ℃烧结后形成的烧结颈,上下2根垂直的纤维在相切处形成烧结颈,且烧结毡的直径大于纤维直径,但是2根纤维没有熔合的趋势;当烧结温度为1 250 ℃时,2根垂直纤维的烧结毡直径比1 200 ℃时更大,且烧结毡附近处纤维有熔合的趋势,这反映了烧结毡处形成的新晶界通过晶界扩散同时向上下2根纤维推进,且烧结毡附近纤维直径有所收缩,这可能是因为随着烧结温度的升高,金属原子沿着纤维长度方向扩散至烧结毡处,导致纤维直径收缩,而1 200 ℃的纤维烧结毡没有此现象;当烧结温度为1 300 ℃时,烧结毡附近的纤维有明显的融合,这是由于烧结温度继续升高,晶界扩散更快,烧结毡附近纤维中物质扩散到新晶粒中,从而熔合在一起,此时烧结毡处纤维也有比较明显的收缩,6 μm纤维毡在1 300 ℃时无熔断。
纤维烧结毡搭接点的焊接是通过扩散进行的。烧结初期,相互接触的纤维搭接点逐渐形成烧结毡的连接,此时搭接点是不连续的,且有大量孔隙,扩散的主要机制是表面扩散;烧结中期,烧结毡的孔隙逐渐消失,烧结毡逐渐形成晶界,此时扩散的主要机制是晶界扩散;烧结后期,烧结毡附近晶粒开始长大,此时晶粒长大体扩散是主要机制。扩散的实质是原子的热运动,温度显著影响着原子扩散速度,对于表面扩散来说,只有当烧结温度足以使纤维表面原子的热运动克服表面能垒时,才能形成烧结毡,因此纤维烧结毡应超过一定温度。同样,烧结温度影响着纤维原子晶界扩散的速度,烧结温度越高晶界扩散速度越快,纤维烧结毡速度越快;但是过高的烧结温度会使纤维出现晶粒过大、丝径收缩和过熔等缺陷,这是纤维烧结毡工艺需要避免的。
烧结毡滤网工艺的制作阶段
1.低温预烧阶段
在此阶段主要发生金属的回复及吸附气体和水分的挥发,压坯内成形剂的分解和排除等。
2.中温升温烧结阶段
此阶段开始出现再结晶,在颗粒内,变形的晶粒得以恢复,改组为新晶粒,同时表面的氧化物被还原,颗粒界面形成烧结颈。
3.高温保温完成烧结阶段
此阶段中的扩散和流动充分的进行和接近完成,形成大量闭孔,并继续缩小,使孔隙尺寸和孔隙总数有所减少,烧结体密度明显增加。
不锈钢金属烧结毡的特点
一、高孔隙率和优良的渗透率,压力损失少,流量大;
二、纳污容量大,过滤精度高,使用中压力曲线上升慢,更换周期长;
三、耐温耐腐蚀性能优良,在600℃可长期使用,耐硝酸、碱、有机溶剂、药品
的腐蚀;
四、可折波,以增加过滤面积,并可焊接加工;
五、强度高,即使液体强烈冲刷、强烈震动,纤维也不脱落;
六、能够清洗再生,可以多次使用;


文章点评